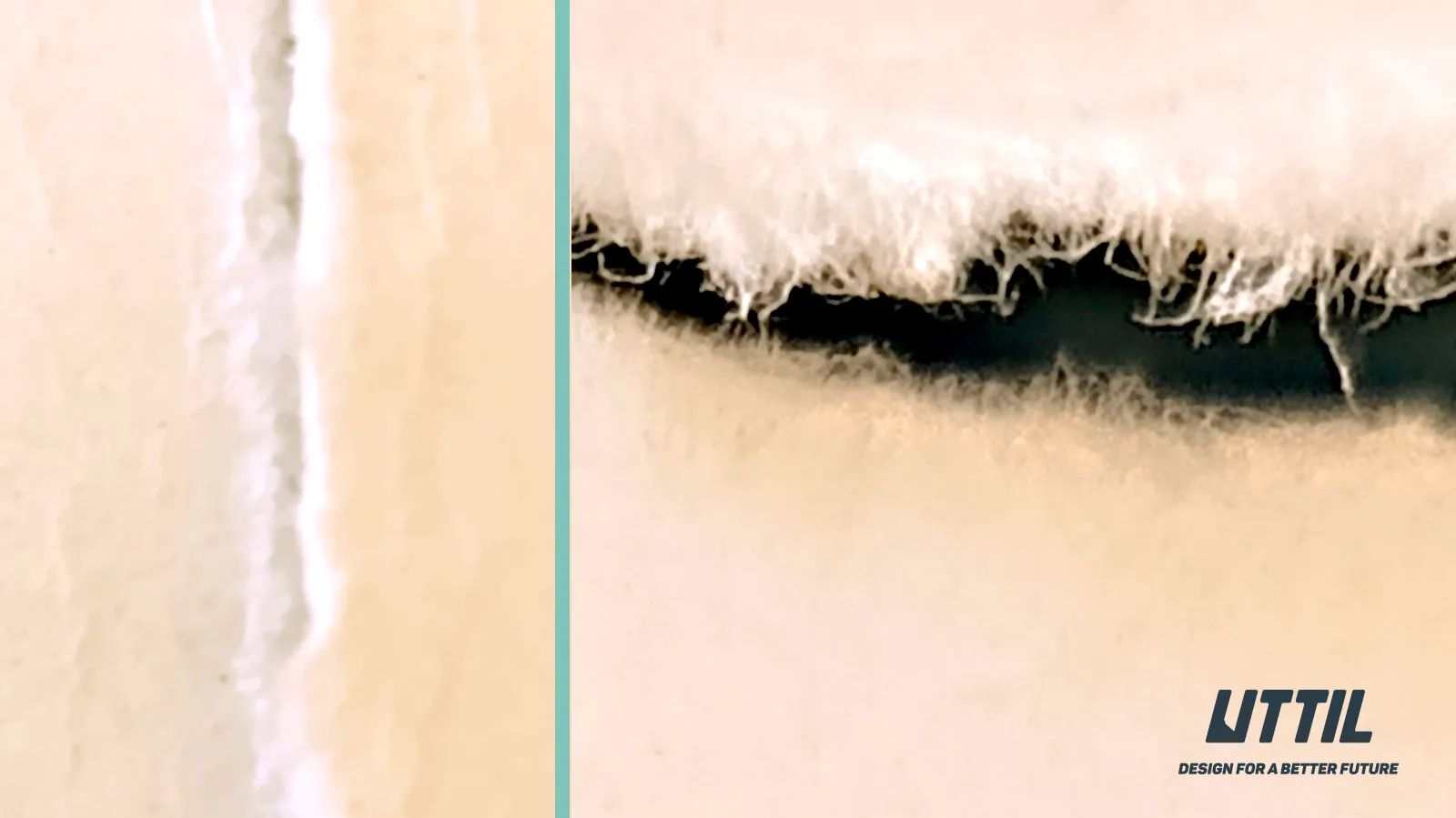
Suyolunu Okuyun: Karton, Mukavva ve Olukluda Tüylenmesiz Kesim Rehberi
Karton, mukavva ve oluklu mukavvada elde edilen kenar kalitesi;
çoğu zaman bıçaktan önce lif (elyaf) yönünü nasıl yönettiğinize bağlıdır.
Doğru hizalama “tüylenmeyi” azaltır, yırtılmayı sınırlar, fireyi düşürür. Aşağıdaki
pratik çerçeve, günlük atölye ve paketleme işlerinde hızlıca uygulanabilir.
1) Lif yönünü hızlıca “okumak”
- Karton–mukavva: Bir kenarı iki yönde
nazikçe bükmek genellikle yeterlidir. Kolay bükülen doğrultu çoğu zaman MD
(Machine Direction — suyolu yönü); nispeten direnç gösteren taraf dik eksen
CD (Cross Direction — suyoluna dik yön) olarak kabul edilir. Basit yırtma
testinde MD boyunca yırtık daha düz, CD’de daha “tüylü” oluşur.
- Oluklu
mukavva:
Olukların yönü önemli bir ipucudur. Oluklara paralel kesimde bıçak daha
akıcı ilerler; dikine kesimde lif kopmaları ve yırtılmalar belirginleşebilir.
Ergonomi İpucu: Parçaları
yerleştirirken kritik kesim hatlarını mümkün olduğunca suyoluna paralel (MD)
hizalamak hem iş gücünü hem de bıçak tüketimini azaltır.
2) “Skorlama → derinleştirme” yaklaşımı
Özellikle
CD yönünde kesim yapılacaksa tek hamlede derine girmek kenar bozulmalarını artırabilir.
Önce çok hafif bir geçiş (skorlama) ile kesim hattı sabitlenir ardından 1–2
adımda kesim kademeli olarak derinleştirilerek tamamlanır.
- Karton
ve mukavvada bu yöntem elyafları koparmadan kesimi temiz yapmayı
sağlar.
- Oluklu
mukavvada, özellikle oluklara dik çalışırken skorlama dış yüzeydeki
kırılmaları azaltır.
3) Cetvel ve açı ayarı: Hat yönetimi
- Metal
cetvel
+ kaymaz taban, hattı istikrarlı kılar.
- Bıçak
yüzeye yaklaşık 10–20° ile geldiğinde, kesici ağız lifleri “keserek”
ilerler; daha yüksek açılara göre tüylenme azalır.
- Uzun
çizgilerde cetveli beden tarafına sabitlemek sapmaları sınırlamaya yardımcı
olur.
Not: Düz ve esnemeyen bir kesim
matı, özellikle oluklu mukavvada olukların altında boşluk oluşmasını engelleyerek
kenar bütünlüğünü iyileştirir.
4) Malzemeye göre kısa strateji rehberi
- Karton
(tek kat):
Suyoluna paralel (MD) hatlar daha pürüzsüz sonuç verir. CD kesimlerinde
önce hafif skorlama ve düşük açı tercih edin.
- Mukavva
(çok katlı):
Katman geçişlerinde ayrılma eğilimi vardır. Çoklu hafif geçişler ve metal
cetvel ile baskı uygulamak, katman “kaymasını” kontrol eder.
- Oluklu
mukavva:
- Oluklara
paralel:
Hafif baskı ve uzun, akıcı hareket temiz kenar sağlar.
- Oluklara
dik:
Skorlama + kademeli derinleştirme + düşük açı, yüzey “patlamasını” azaltır.
- Kaplamalı
yüzey detayı:
Kesime, baskı olan ve/veya kaplama olan taraftan başlamak; bıçağın
karşı yüzde çıktığı noktada oluşan yırtılma ve kaplama kalkmasını belirgin
biçimde azaltır.
5) Bıçak, uç ve mekanizma seçimi
- Kır-at
(snap-off) bıçak: Uç köreldiğinde segment kırılarak hemen taze ağız
elde edilir; 9 mm’de ince işler, 18 mm’de uzun doğrular için verimlidir.
- Uç
geometrisi:
Ayrıntıda 30° uç; uzun seri karton–oluklu kesimlerinde TiN kaplı
segmentler daha uzun süre keskin kalır.
- Kilitleme
tercihi:
Vida sıkıştırmalı gövdeler uzun ve derin hatlarda bıçak stabilitesini
artırır; otomatik kilit akıcı işlerde hız kazandırır.
- Koli
kesimi & kalın oluklu: Trapez/kanca uçlar bantları ve kalın
olukları kontrollü keser; PRUK06 (otomatik geri çekmeli) bu işlerde
güvenli ve seri çalışmayı destekler.
UTTIL’dan ürün eşleşmeleri:
- Hassas
hatlar (karton–mukavva): PTUK07-30 (9 mm, 30° uç)
- Uzun
doğrular / stabilite ve derin kesim: VMUK kodlu seriler (vida kilit,
18 mm)
- Seri
oluklu kesimleri: PTUK08-EX (18 mm, TiN kaplı kır-at)
- Akıcı
genel kullanım:
NMUK09 (18 mm, ergonomik HIPS+TPE gövde)
- Koli
kesimi / yoğun ambalaj: PRUK06 (trapez/kanca uç, otomatik
geri çekme)
6) Fireyi azaltan planlama alışkanlıkları
- Yerleşim: Parçaları, kritik
hatları MD (suyolu yönü) ile hizalayacak şekilde konumlandırın.
- İşaretleme: Kesim
malzemesinin arkasına küçük bir ok ile MD/CD bilgisini not düşmek
tekrarlı işlerde hız kazandırabilir.
- Numune
kesim:
Yeni bir karton/mukavva türünde, küçük bir parçada açı–baskı–geçiş kombinasyonunu
test etmek çoğu hatayı en başta eler.
7) Güvenlikten ödün vermeden
Hattı
bedenden uzağa yönlendirmek, bıçağı iş dışında kapalı/kitli taşımak
ve körelmiş uçları zamanında yenilemek; kontrol kadar güveni de artırır.
Sonuç
Kenar
kalitesinde fark yaratan unsur; doğru bıçak kadar, suyolu (MD) / enine (CD) yönünü
doğru yönetmek. Skorlama ile hattı “kilitlemek”, düşük açıyla kademeli derinleştirmek
ve cetveli akıllıca konumlandırmak; daha temiz kenarlar ve daha düşük fire
ile işin sonuçlanmasını sağlar.