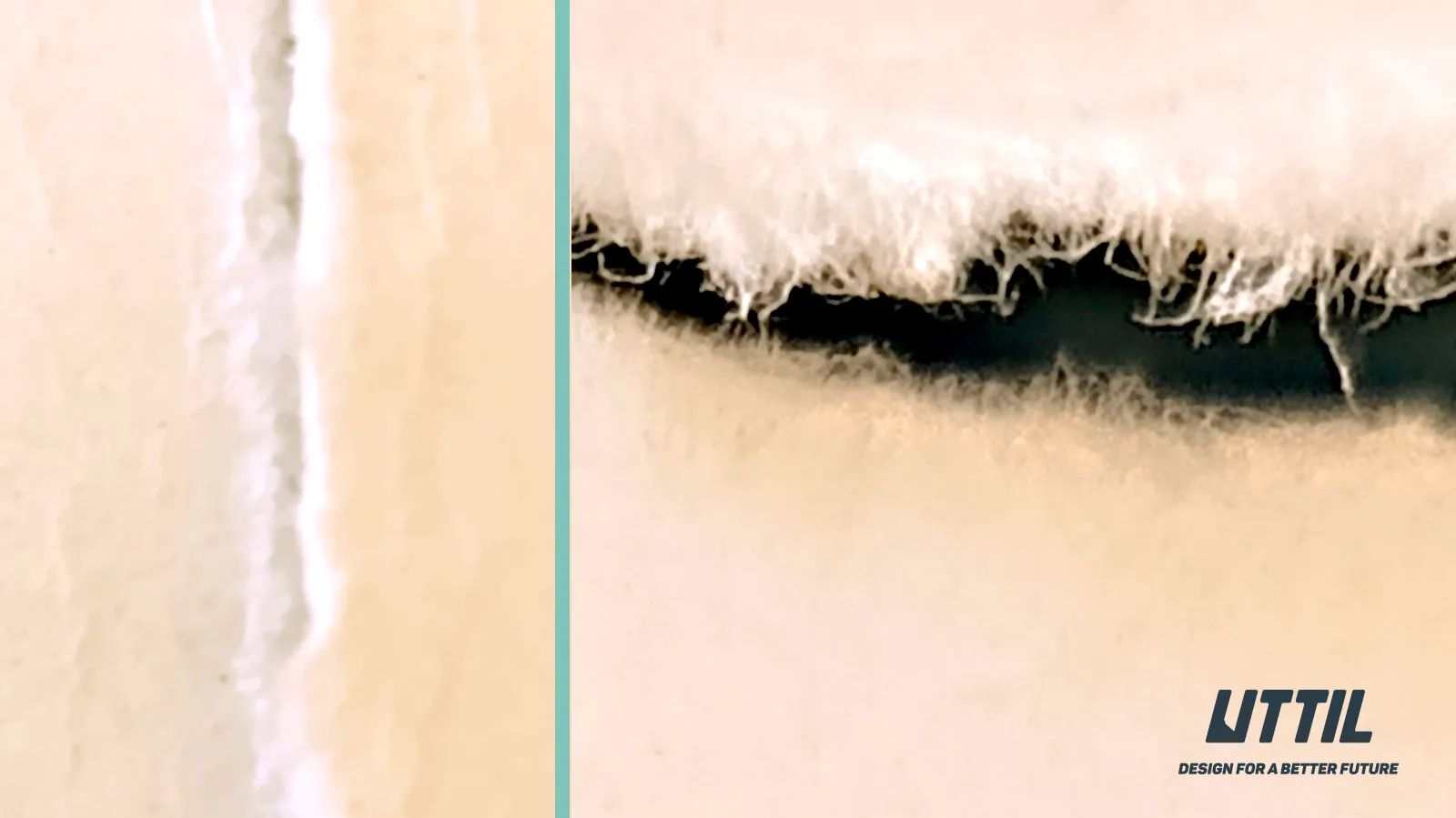
Leggi la direzione delle fibre: guida al taglio senza pelucchi di cartone, cartoncino e cartone ondulato
La qualità dei bordi di cartone, cartoncino e cartone
ondulato dipende spesso da come si gestisce la direzione delle fibre prima
del taglio. Un allineamento corretto riduce lo “sfibramento”, limita lo strappo
e riduce gli scarti. Il seguente schema pratico può essere rapidamente
implementato nel lavoro quotidiano in officina e nell'imballaggio.
1) “Leggere” rapidamente l'orientamento delle
fibre
- Cartone:
di
solito è sufficiente piegare delicatamente un bordo in due direzioni. La
direzione che si piega facilmente è spesso considerata la DM (direzione
della macchina); il lato relativamente resistente è considerato la DT
(direzione trasversale - la direzione perpendicolare alla DM). In una
semplice prova di strappo, lo strappo è più piatto lungo la DM e più “peloso” sulla DT.
- Cartone
ondulato: la
direzione delle scanalature è un indizio importante. Quando si taglia parallelamente
alle scanalature, la lama scorre più agevolmente; quando si taglia perpendicolarmente,
le rotture e gli strappi delle fibre possono essere più pronunciati.
Consiglio ergonomico: allineare
le linee di taglio critiche il più possibile parallelamente alla direzione
della macchina quando si posizionano i pezzi riduce sia la manodopera che
il consumo della lama.
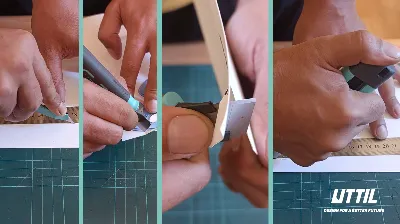
2) Approccio “incisione → approfondimento”
Soprattutto
quando si taglia in direzione DT, andare più in profondità in un unico
passaggio può aumentare la distorsione dei bordi. Innanzitutto, la linea di
taglio viene stabilizzata con un passaggio molto leggero (incisione),
quindi il taglio viene gradualmente approfondito e completato in 1-2 passaggi.
- Nel
cartone e nella carta, questo metodo garantisce un taglio netto senza
rompere le fibre.
- Nel
cartone ondulato, soprattutto quando si lavora perpendicolarmente alle
scanalature, l'incisione riduce la rottura sulla superficie esterna.
3) Regolazione del righello e dell'angolo:
gestione della linea
- Il
righello metallico + la base antiscivolo stabilizzano la linea.
- Quando
la lama arriva alla superficie con un angolo di circa 10-20°, il
tagliente “taglia” le fibre; con angoli più elevati la pubescenza si
riduce.
- Per
linee lunghe, fissare il righello al lato del corpo aiuta a
limitare le deviazioni.
Nota: un tappetino da taglio piatto
e non elastico migliora l'integrità dei bordi, specialmente nel cartone
ondulato, impedendo la formazione di vuoti sotto le scanalature.
4) Breve guida strategica per materiale
- Cartone
(strato singolo): le linee parallele alla DM danno risultati più uniformi. Per
i tagli DT, utilizzare prima un'incisione leggera e un angolo
basso.
- Cartone
(multistrato): c'è
una tendenza alla delaminazione nei punti di transizione tra gli strati.
Passaggi leggeri multipli e pressione con un righello di metallo controllano
lo “slittamento” dello strato.
- Cartone
ondulato:
- Parallelo
alle ondulazioni: una leggera pressione e un movimento lungo e fluido
garantiscono un bordo pulito.
- Perpendicolare
alle scanalature: incisione + approfondimento graduale + angolo basso
riducono il “pop” della superficie.
- Dettagli
sulla superficie rivestita: iniziare il taglio sul lato con la pressione
e/o il rivestimento riduce significativamente lo strappo e il
sollevamento del rivestimento nel punto in cui la lama emerge sul lato
opposto.
5) Selezione della lama, della lama e del
meccanismo
- Lama
a scatto: quando
la lama è smussata, il segmento viene spezzato per produrre immediatamente
una lama nuova; efficiente per lavori di precisione a 9 mm e linee
lunghe a 18 mm.
- Geometria
della lama: punta a 30°; i segmenti rivestiti in TiN
rimangono affilati più a lungo per tagli di cartone ondulato in serie
lunghe.
- Preferenza
di bloccaggio: i corpi di serraggio a vite aumentano la
stabilità della lama su linee lunghe e profonde; il bloccaggio
automatico aggiunge velocità nei lavori fluidi.
- Taglio
di pacchi e ondulazioni spesse: gli inserti trapezoidali a gancio tagliano il
nastro e le ondulazioni spesse in modo controllato; PRUK06 (con
retrazione automatica) supporta un lavoro sicuro e veloce in questi
lavori.
Prodotti corrispondenti di UTTIL:
- Linee
di precisione (cartone): PTUK07-30 (9 mm, punta a 30°)
- Linee
lunghe / stabilità e taglio profondo: serie codificata VMUK (bloccaggio a
vite, 18 mm)
- Tagli
seriali di scanalature: PTUK08-EX (18 mm, rivestimento in TiN)
- Uso
generico fluido: NMUK09 (18 mm, alloggiamento ergonomico in
HIPS+TPE)
- Taglio
di pacchi / imballaggi densi: PRUK06 (punta trapezoidale/a uncino,
retrazione automatica)
6) Pianificare abitudini che riducano gli
sprechi
- Layout:
posizionare
le parti in modo che le linee critiche siano allineate con l' DM.
- Marcatura: marcare DM/DT con una piccola freccia sul
retro del materiale da tagliare può velocizzare il lavoro ripetitivo.
- Taglio
campione: testare
la combinazione angolo-stampa-passaggio su un piccolo pezzo di un
nuovo tipo di cartone/cartoncino elimina la maggior parte degli errori fin
dall'inizio.
7) Senza compromettere la sicurezza
Deviare la linea lontano dal corpo, trasportare la lama chiusa/bloccata
al di fuori del luogo di lavoro e sostituire tempestivamente le lame
smussate aumentano la sicurezza e il controllo.
Conclusione
Ciò che fa la differenza nella qualità dei bordi non è solo la lama giusta, ma
anche la corretta gestione della direzione DM / DT trasversale. “Bloccare” la linea
con l'incisione, l'approfondimento graduale con un angolo basso e il
posizionamento intelligente del righello consentono di ottenere bordi più
puliti e meno scarti.